Key Takeaway
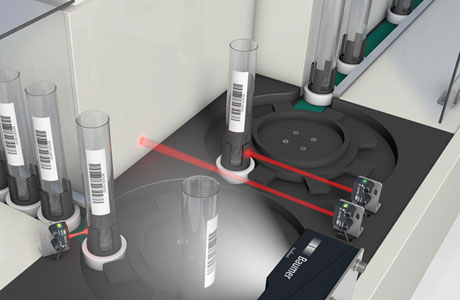
Photoelectric sensors enhance industrial automation by detecting the presence and position of objects with high accuracy. This helps track items in production lines, ensuring faster and more efficient operations.
In addition to object detection, these sensors provide real-time data that helps control robotic movements and monitor quality control. This leads to optimized processes, reduced downtime, and improved productivity, making them essential in automation.
The Role of Photoelectric Sensors in Streamlining Production Lines
Photoelectric sensors are a key component in industrial automation, primarily because they streamline production lines by automating the detection and movement of materials. In industries where precision and speed are critical, these sensors ensure that processes are carried out seamlessly. They detect objects and their proximity, enabling machines to perform repetitive tasks without manual intervention. Whether it’s counting products, ensuring proper alignment, or detecting defects, photoelectric sensors provide real-time data that helps keep production moving efficiently.
These sensors are especially useful in conveyor systems, where they help manage the flow of materials. For example, they can detect when an item is approaching and trigger actions such as stopping the conveyor or initiating the next phase of production.
Enhancing Accuracy and Efficiency with Photoelectric Sensors
Accuracy and efficiency are the lifeblood of industrial automation, and photoelectric sensors deliver on both fronts. These sensors are designed to provide precise measurements, detecting the smallest variations in position, alignment, and product consistency. By enhancing the accuracy of operations, they help manufacturers maintain product quality while reducing waste and rework. For instance, in the packaging industry, sensors ensure that products are correctly placed, sealed, and labeled, leaving little room for errors.
Moreover, photoelectric sensors contribute to efficiency by speeding up processes that would otherwise be labor-intensive. Tasks such as sorting, inspecting, and quality control are all handled with greater speed when sensors are in place. In high-speed production environments, they can detect inconsistencies in milliseconds, allowing for immediate corrective actions. The result is an overall improvement in operational efficiency, where resources are optimized, and output increases without compromising on quality. By reducing the need for human oversight, photoelectric sensors also free up workers to focus on more complex tasks, further contributing to productivity gains.
How Sensors Contribute to Predictive Maintenance and Downtime Reduction
In addition to improving accuracy and efficiency, photoelectric sensors play a critical role in predictive maintenance and minimizing downtime. One of the major concerns in industrial settings is unexpected equipment failure, which can lead to costly delays. However, photoelectric sensors help mitigate this risk by continuously monitoring machinery and production lines for any signs of malfunction or wear. By analyzing data from these sensors, maintenance teams can identify issues before they escalate into larger problems.
For instance, if a sensor detects that a conveyor belt is moving out of alignment, it can alert operators to perform maintenance before the issue causes a system breakdown. This proactive approach not only extends the lifespan of equipment but also significantly reduces the occurrence of unplanned downtime. The ability to predict when maintenance is needed—rather than waiting for a failure to occur—optimizes repair schedules, keeps production lines running smoothly, and ultimately saves money.
Furthermore, sensors can track operating conditions such as temperature, pressure, and vibration, providing valuable insights into the health of the machinery. This real-time monitoring allows for swift adjustments, ensuring that machines operate within safe parameters. With photoelectric sensors, businesses can avoid expensive repairs and ensure their operations are running efficiently.
Case Examples of Automation Improvements Using Photoelectric Sensors
Numerous industries have seen remarkable improvements in automation thanks to photoelectric sensors. One notable example is in the automotive industry, where these sensors are used to control robotic arms that assemble vehicles with extreme precision. The sensors ensure that every part is correctly positioned, helping to eliminate defects and increase the speed of production.
In the food and beverage industry, photoelectric sensors are used to detect packaging anomalies, such as missing labels or improperly sealed products. This not only helps maintain quality control but also reduces waste by ensuring that only products meeting quality standards are shipped to customers. Similarly, in the pharmaceutical sector, these sensors play a vital role in ensuring that medications are packaged accurately and securely, meeting strict regulatory standards.
In logistics, photoelectric sensors are integrated into sorting systems to streamline the handling of goods in large warehouses. By detecting the size and shape of packages, sensors guide automated systems to direct items to the correct location. This reduces human error and increases the speed at which orders are processed. These case examples demonstrate how photoelectric sensors are transforming industries by improving the accuracy, speed, and reliability of automated systems.
Future Trends in Automation Powered by Photoelectric Sensors
The future of industrial automation is closely tied to the continued evolution of photoelectric sensor technology. One of the key trends is the integration of artificial intelligence (AI) with sensors to create smarter, more autonomous systems. As sensors become more advanced, they will be able to process data and make decisions in real-time without requiring human intervention. This will lead to even greater efficiency, particularly in complex manufacturing environments where adaptability is crucial.
Another emerging trend is the development of smaller, more energy-efficient sensors that can be embedded in various parts of the production process. These compact sensors will make it possible to monitor every aspect of a production line without taking up much space or consuming significant energy. The miniaturization of sensors will also enable their use in environments where traditional sensors may not fit, such as in micro-manufacturing or electronics production.
Additionally, the rise of the Internet of Things (IoT) is expected to further enhance the capabilities of photoelectric sensors. By connecting sensors to the cloud, businesses can gain greater insights into their operations, allowing for predictive analytics and more efficient resource management. This connectivity will also enable remote monitoring and control of production lines, opening up new possibilities for automation and process optimization. The future of automation, powered by photoelectric sensors, promises to be smarter, faster, and more efficient than ever before.
Conclusion
Photoelectric sensors are at the heart of the transformation happening in industrial automation today. Their ability to streamline production lines, enhance accuracy and efficiency, and support predictive maintenance is driving significant improvements across various industries. By reducing downtime, increasing productivity, and ensuring high levels of quality control, these sensors have become indispensable in modern manufacturing.
As technology continues to evolve, the role of photoelectric sensors will only grow more critical. Future advancements in AI integration, miniaturization, and IoT connectivity will further enhance their capabilities, making them a key driver in the next generation of industrial automation. Whether it’s improving production efficiency or enabling smarter manufacturing systems, photoelectric sensors are transforming the way industries operate, paving the way for more advanced and reliable automated systems.