Key Takeaway
A polarized retro-reflective sensor uses a polarization filter to detect objects. This filter ensures that only specific wavelengths of light, typically from the sensor itself, are reflected back to the receiver.
This technology improves accuracy and reduces false signals. It is commonly used in industrial automation for detecting objects on conveyor belts or in packaging systems, offering reliable performance even in harsh environments.
Defining Polarized Retro-Reflective Sensors and How They Work
A polarized retro-reflective sensor operates by emitting a beam of light that reflects back to the sensor via a reflective surface. The key feature that sets it apart from a standard sensor is polarization. The sensor emits polarized light, and when this light hits a reflective surface, it returns in the same polarization. This allows the sensor to detect objects more effectively by filtering out unwanted reflections, like those from shiny surfaces.
Think of it like a filter for light. The sensor only registers the correct signal if it detects the polarized light it sent out, thus avoiding false readings from random light sources. This precise detection capability makes polarized retro-reflective sensors ideal for industrial environments where high accuracy is needed.
Key Components of a Polarized Retro-Reflective Sensor
Let’s dive into the key components that make up a polarized retro-reflective sensor. First, we have the light emitter, which produces the polarized beam essential for detection. This light is emitted in a straight line toward a reflective target. Now, this reflective target isn’t just any surface; it’s specifically designed to reflect the polarized light directly back to the sensor. This is crucial because it ensures that the light’s path remains predictable and consistent, enhancing detection accuracy.
Next up is the receiver. This component is responsible for identifying whether the emitted light has returned after reflecting off the target. But here’s where the magic happens—the sensor also has a polarization filter. This filter only allows light with the same polarization as the emitted beam to be detected, effectively eliminating interference from external light sources. In essence, all these components work together to create a highly reliable system for object detection in industrial settings. Whether it’s dust, moisture, or stray light, this sensor keeps on working.
Common Applications in Industrial Automation
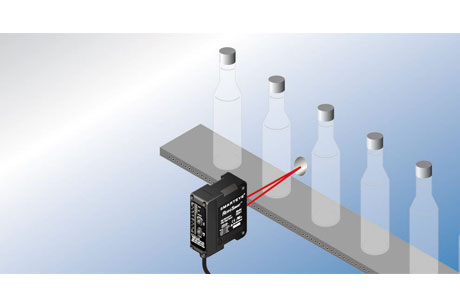
You’ll often find polarized retro-reflective sensors in industrial automation, particularly in packaging lines and conveyor systems. These sensors are ideal for detecting objects like boxes, bottles, and other containers that move along production lines. Their ability to distinguish between actual objects and reflective surfaces is a game-changer in environments filled with shiny or metallic materials.
In industries such as automotive, food and beverage, and pharmaceuticals, these sensors help maintain accuracy, even in complex conditions. Imagine a fast-paced assembly line where the slightest mistake in object detection could lead to downtime or costly errors. These sensors ensure precision, reducing the risk of production hiccups. In high-stakes environments, reliable sensors are essential, and these deliver with flying colors. They’re not just about detection—they’re about maintaining operational efficiency.
Benefits of Using Polarized Retro-Reflective Sensors in Harsh Environments
One of the standout features of polarized retro-reflective sensors is their ability to perform in harsh environments. Whether dealing with extreme temperatures, dust, or moisture, these sensors are built to withstand challenging conditions. What makes them truly valuable is their resistance to external light interference. Stray light from nearby machinery or sunlight can cause problems for standard sensors, but not these. Their design ensures that only the intended polarized light signal is recognized, making them exceptionally reliable.
In environments where regular sensors might give false readings or fail entirely, these sensors shine. Take, for example, a busy manufacturing floor where reflective materials can cause interference. With the polarization filter in place, the sensor can ignore unwanted reflections and focus only on the object in its path. For industries requiring continuous, uninterrupted operations, this level of reliability is invaluable. It’s not just about surviving tough conditions—it’s about thriving in them.
How Polarization Enhances Detection Accuracy
Now, let’s talk about how polarization enhances detection accuracy. In an environment with reflective surfaces, standard sensors can easily mistake those surfaces for actual objects. This leads to false detections and, ultimately, errors. However, by using polarized light, these sensors eliminate such mistakes. The polarization filter ensures that only the light with the correct orientation is detected, filtering out unwanted reflections. This results in far more accurate object detection.
This is particularly important in industries like automotive manufacturing or electronics assembly, where precision is critical. A false reading could cause delays, cost money, or even compromise safety. With polarized retro-reflective sensors, you get a higher level of detection accuracy, which translates into smoother operations and fewer disruptions. In the end, this isn’t just about improved technology—it’s about creating a more efficient, error-free production process.
Conclusion
In conclusion, polarized retro-reflective sensors play a crucial role in enhancing precision and reliability in industrial automation. Their ability to filter out unwanted reflections and perform efficiently in challenging environments makes them indispensable for modern manufacturing processes. By reducing errors and minimizing downtime, these sensors significantly improve operational efficiency, ensuring smooth production flow. As automation technology continues to evolve, polarized retro-reflective sensors will remain an essential component, offering unmatched accuracy and dependability for various industrial applications.