Key Takeaway
Photoelectric sensors are used to detect the presence, absence, or distance of objects by emitting light, which is detected by a receiver. They are commonly used in industrial applications, such as positioning products on conveyor belts and verifying sealed packaging.
In safety systems, these sensors prevent machinery from operating when an object is in the danger zone. Their versatility and reliability make them essential in automation, helping to ensure accuracy in object detection and quality control in various industries.
Key Industrial Applications of Photoelectric Sensors
In industrial environments, precision and efficiency are paramount. Photoelectric sensors play a crucial role in ensuring these standards. One of their main uses is in object detection, such as identifying products on a conveyor belt. These sensors detect items without physical contact, preventing damage and increasing the speed of operations. Industries like packaging, pharmaceuticals, and food processing rely on these sensors for tasks like counting items, detecting labels, and ensuring proper sealing.
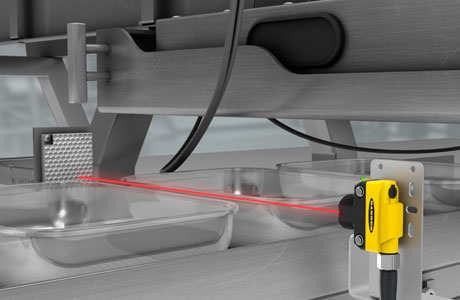
Another critical application is in quality control. Photoelectric sensors can be used to ensure products meet specifications, like checking if a bottle is properly filled or if a product is within weight limits. Their ability to operate in harsh environments, such as those with high temperatures or dust, makes them an indispensable tool in many manufacturing plants.
How Photoelectric Sensors Are Used in Manufacturing and Automation
In modern manufacturing, precision and speed are key, and photoelectric sensors play a pivotal role in achieving both. These sensors are commonly used on assembly lines to ensure every part is in the correct position before the next step in the process begins. For example, in the automotive industry, sensors detect whether car components are properly aligned before robotic arms proceed with welding or assembly tasks. Their ability to detect small deviations helps maintain quality control, significantly reducing the need for human intervention.
Additionally, in logistics and warehousing, photoelectric sensors are used to track the movement of products. They can detect objects from a distance, even if those objects are transparent or shiny, making them perfect for varied packaging materials. As these sensors communicate with conveyor systems, they ensure each package is routed to its intended destination with minimal errors, keeping operations efficient.
Applications in Safety Systems and Machine Protection
Safety is paramount in industries where heavy machinery operates, and photoelectric sensors are often at the forefront of accident prevention. One key application is in safety light curtains, which use invisible beams to create a virtual barrier around dangerous equipment. If something or someone breaks this beam, the machine halts immediately, preventing accidents. This system is widely used in factories where robots or heavy machinery operate, providing an additional layer of protection for workers.
Beyond safety curtains, these sensors also play a crucial role in protecting the machinery itself. For example, in CNC machines or laser cutters, photoelectric sensors detect obstructions in the machine’s path, automatically stopping the machine to avoid costly damage. These applications not only comply with safety regulations but also help industries avoid costly downtime and repairs.
Photoelectric Sensors in Robotics and Smart Factories
With the rise of robotics in smart factories, photoelectric sensors have become indispensable. Robots depend on these sensors to perform precise actions, such as picking and placing parts or welding components. For instance, robotic arms equipped with photoelectric sensors ensure that each movement is accurate and error-free, improving efficiency in manufacturing processes. These sensors are especially useful in environments that require high levels of precision, where even a minor misalignment can cause significant issues.
In smart factories, these sensors do more than just detect objects—they are essential for gathering data that helps optimize production lines. By monitoring equipment performance and product movement, photoelectric sensors provide real-time feedback that enables predictive maintenance and reduces the likelihood of machine breakdowns. Their integration with IoT systems is transforming how factories operate, making them smarter and more efficient.
Emerging Applications of Photoelectric Sensors in IoT and Industry 4.0
As industries shift toward IoT and Industry 4.0, the role of photoelectric sensors is evolving. These sensors are now being integrated into autonomous systems, such as driverless vehicles and drones, where they assist with navigation and obstacle detection. Their ability to detect objects in various lighting conditions makes them ideal for these applications, providing real-time data for accurate navigation.
In warehouses, the use of photoelectric sensors is also expanding. For example, smart shelves equipped with these sensors can automatically monitor stock levels and notify warehouse staff when restocking is required. Additionally, in smart factories, these sensors are connected to cloud-based systems that collect and analyze data to optimize manufacturing processes. This new level of integration ensures continuous improvement and helps industries maintain a competitive edge in an increasingly automated world.
Conclusion
Photoelectric sensors are revolutionizing modern industrial processes by offering reliable detection and control in various applications, from monitoring objects on conveyor belts to ensuring worker safety around hazardous machinery. As automation, IoT, and smart factory technologies advance, these sensors are becoming essential in optimizing efficiency and safety. Their ability to function in diverse environments and seamlessly integrate into automated systems makes them a critical component in the future of manufacturing and industrial operations. Understanding their role is crucial for professionals aiming to stay at the forefront of industrial technology advancements.