Key Takeaway
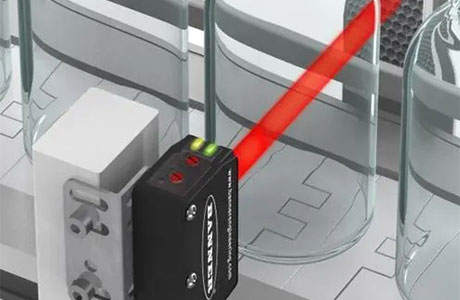
A photoelectric sensor detects objects or changes in surface conditions using light. It consists of an emitter that sends light and a receiver that detects it. When the light beam is interrupted, the sensor signals the presence of an object.
Photoelectric sensors are commonly used in industrial automation for counting items, detecting object presence, and ensuring machine safety. Their accuracy and versatility make them indispensable in many applications.
The Primary Functions of Photoelectric Sensors in Automation
Photoelectric sensors serve several key roles in automation, especially when it comes to object detection. These sensors can detect objects quickly, no matter their material or size, by using a beam of light. When the light beam is interrupted, the sensor reacts, signaling the presence of the object. They are incredibly versatile and can detect transparent, reflective, and even small objects with high precision.
In an automated environment, they help streamline production lines by ensuring accuracy and reducing human error. Whether it’s counting objects, measuring their speed, or checking for product defects, photoelectric sensors enhance the efficiency of automated processes significantly. Engineers favor these sensors for their reliability and minimal maintenance requirements, ensuring smooth operations with fewer breakdowns.
Industrial Applications That Rely on Photoelectric Sensors
When it comes to assembly line automation, precision is key, and photoelectric sensors play a critical role. These sensors help ensure that each product is positioned correctly, identifying even the smallest misalignments that could lead to defective items. They are strategically placed along the line to verify that components are properly assembled, often triggering automatic adjustments if something goes wrong. For instance, sensors can detect whether screws are correctly placed or if packaging material is misaligned.
For new engineers, understanding how these sensors contribute to overall efficiency is essential. By eliminating the need for manual checks, photoelectric sensors speed up the production process, reduce errors, and lower the chances of machine jams. In a fast-paced industrial environment, every second counts, and these sensors ensure smooth operation, allowing manufacturers to meet production targets without compromising on quality.
Enhancing Safety and Efficiency with Photoelectric Sensors
Quality control is one of the most important aspects of manufacturing, and photoelectric sensors are indispensable in this area. They offer real-time monitoring and can immediately detect defects, such as slight dimensional inconsistencies or surface flaws. As soon as a defective product is identified, the sensor triggers a response, either removing the faulty item from the line or alerting operators to make adjustments. This minimizes wastage and increases the overall quality of the output.
For a new engineer, learning to work with these sensors will become second nature, as they are involved in almost every aspect of modern quality control systems. With photoelectric sensors in place, the accuracy of defect detection is higher than human inspection alone, making the process both faster and more reliable. This helps companies maintain high standards, reduce returns, and satisfy their clients more effectively.
How Photoelectric Sensors Contribute to Process Optimization
Safety is a top priority in any industrial setting, and photoelectric sensors are a vital component in maintaining a secure work environment. These sensors can be installed to detect movement in hazardous zones, shutting down machinery immediately if a person steps into a restricted area. This reduces the risk of serious injuries, making workplaces safer for operators and maintenance staff alike.
As an engineer entering the field, understanding the role of photoelectric sensors in safety applications is crucial. Not only do they protect workers, but they also help companies comply with safety regulations, avoiding potential fines and legal issues. The automatic detection capabilities of these sensors ensure that safety measures are enforced consistently, regardless of human intervention. This level of reliability makes them an indispensable tool in industrial safety protocols.
Case Examples of Photoelectric Sensors in Action
In warehouses, where efficient inventory management is critical, photoelectric sensors help streamline operations. They are commonly used in systems that manage the movement of goods, such as conveyor belts or automated storage solutions. Sensors detect the presence of items, scanning barcodes or tracking the position of goods in real-time, ensuring that inventory is always up to date and accurate.
For engineers new to the industry, mastering the use of photoelectric sensors in logistics can dramatically improve operational efficiency. These sensors help avoid costly mistakes, such as misplaced items or incorrect shipments, and they ensure that the supply chain runs smoothly. As warehouses become more automated, photoelectric sensors will continue to play a pivotal role in optimizing logistics and maintaining a high level of service for clients.
Conclusion
In conclusion, the photoelectric sensor is an unsung hero in the world of industrial automation. It ensures precision, enhances safety, and streamlines operations across various industries. From detecting objects and improving safety to optimizing processes and maintaining quality control, these sensors have proven their versatility time and again. For engineers new to the industry, understanding and using these sensors effectively will play a key role in improving industrial operations and achieving higher productivity levels. Their importance in modern automation cannot be overstated—an essential tool in the journey toward more efficient and safe industrial processes.