Key Takeaway
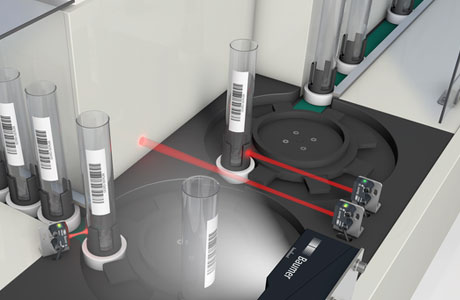
A photoelectric sensor is a device that detects objects using light. It emits a light beam, usually infrared, and detects changes in the beam caused by objects. When the light is blocked or reflected, the sensor sends a signal, making it useful for detecting objects without physical contact.
Photoelectric sensors are widely used in industries like material handling, security, and automation. They come in three types: through-beam, retroreflective, and diffuse. Each type offers different advantages based on the application, such as detecting small objects or long-range sensing.
Defining a Photoelectric Sensor and Its Core Purpose
At its core, a photoelectric sensor works by emitting a beam of light—either infrared or visible—toward a target. If the light beam gets interrupted or reflected by an object, the sensor detects this change and triggers an electrical output. This simple yet effective mechanism is why photoelectric sensors are so widely used across different industries. Whether it’s for detecting product positioning on a conveyor belt or ensuring safety in high-speed machinery, these sensors act as the ‘eyes’ of industrial systems. Their ability to operate in different environments and detect a wide range of materials, from metal to plastic, makes them incredibly versatile.
How Photoelectric Sensors Fit into the Broader Sensor Market
In the expansive sensor market, photoelectric sensors stand out due to their versatility and wide range of applications. They operate alongside other sensor types like inductive and capacitive sensors, each with a specialized function. Inductive sensors are adept at detecting metallic objects, while capacitive ones are better suited for non-metallic materials. However, when the task demands detecting objects over a greater distance, especially in dynamic and challenging environments, photoelectric sensors are the go-to solution. This capability to perform in conditions where other sensors may struggle makes them invaluable in sectors requiring precision and adaptability.
The growing demand in industries such as packaging, robotics, and warehousing has driven the adoption of photoelectric sensors. As automation systems evolve, the ability of these sensors to detect various materials—ranging from opaque to transparent—without direct contact is a significant advantage. Their flexible range and material detection capabilities offer precision, contributing to more efficient, error-free operations. In this competitive landscape, these sensors provide a critical edge in ensuring system efficiency.
Key Features That Differentiate Photoelectric Sensors from Other Types
Photoelectric sensors bring unique advantages that set them apart from other sensor types, particularly in industrial automation. A standout feature is their ability to detect objects without requiring physical contact, drastically reducing the risk of equipment wear. This contactless detection makes them ideal for sensitive environments or where proximity detection is impractical. Another advantage is their ability to detect transparent objects, a feat that inductive or capacitive sensors often struggle with. These sensors excel in applications where precise distance measurements are needed, offering much longer ranges than their counterparts.
In addition to their extended detection range, photoelectric sensors are adaptable to varying environments. Adjusting their sensitivity based on application needs is simple, making them a versatile tool for industries that demand flexibility. Whether it’s long-range detection or the need to fine-tune for specific material detection, their robust feature set enables superior performance. These key differentiators make them highly reliable and favored across diverse automation systems.
Industries and Applications That Rely on Photoelectric Sensors
Across several industries, photoelectric sensors are an integral part of automation systems. In the automotive industry, they are used to ensure accurate positioning of vehicle parts on the assembly line, minimizing errors and improving production efficiency. In food and beverage manufacturing, photoelectric sensors are employed to detect product levels during packaging, helping to maintain consistent quality control. Similarly, in pharmaceutical production, these sensors are vital for handling delicate products, ensuring that strict standards are met during the packaging process. Their reliability makes them a critical component in industries where precision is key.
Warehousing and logistics industries also benefit from the use of photoelectric sensors, particularly in automated systems for inventory management and sorting. These sensors help to streamline operations by detecting and tracking objects on conveyor belts or storage systems. Their ability to function in high-speed environments with accurate detection ensures minimal downtime and higher productivity. As industries continue to automate, the reliance on photoelectric sensors for efficiency and accuracy only grows.
Common Challenges and Solutions in Using Photoelectric Sensors
While photoelectric sensors are highly effective, they come with some challenges, especially in harsh industrial environments. Dust, moisture, and extreme temperatures can hinder performance, causing inaccurate readings or sensor malfunctions. However, modern advancements have equipped these sensors with solutions such as self-diagnostics and auto-calibration, enabling them to adapt to adverse conditions. Another common issue is interference from reflective surfaces or ambient light, which can cause false triggers. Polarized filters or specialized sensor models are available to mitigate these problems, ensuring reliable operation even in demanding settings.
Training operators to maintain and calibrate photoelectric sensors properly is also a key solution to overcoming these challenges. By ensuring sensors are well-maintained, businesses can prevent potential malfunctions and reduce costly downtime. Using the right sensor for the right application, along with regular checks and updates, helps optimize performance and extends sensor longevity. With proper handling and modern features, the challenges of using photoelectric sensors are manageable, ensuring they continue to play a crucial role in automation systems.
Conclusion
To sum it up, photoelectric sensors are indispensable in industrial automation. Their ability to detect objects at varying distances and in challenging environments makes them a preferred choice for many applications. For an engineer entering the world of automation, mastering how these sensors work and where they fit in the larger picture is crucial. By understanding both their advantages and challenges, you’ll be better prepared to integrate these sensors effectively into your automation systems, helping industries run more smoothly, safely, and efficiently.